






























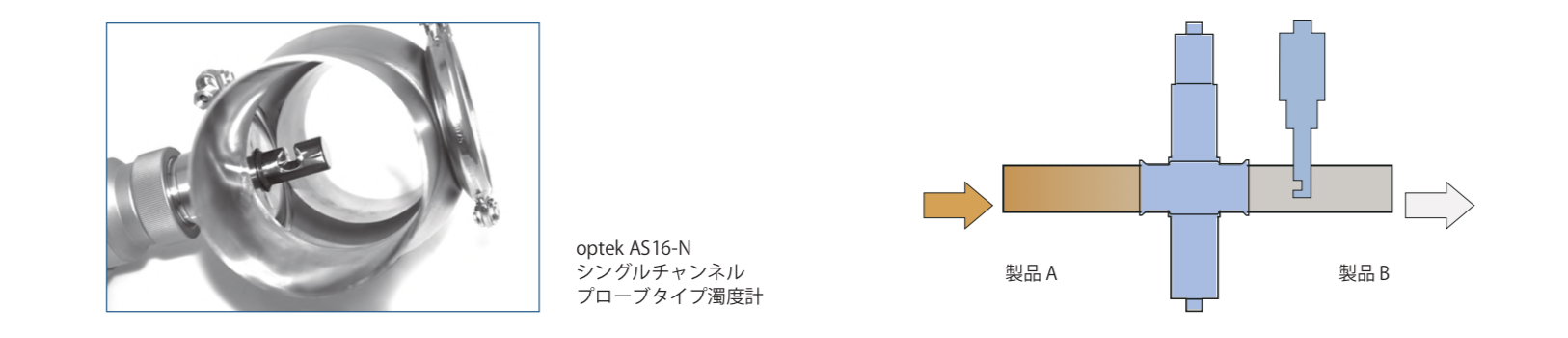














SensoTech社製 インライン式 超音波濃度計
超音波を用いた測定によって、溶液中の各成分濃度をプロセスの配管、タンクなどのインラインにて測定します。
物性測定
表面解析
バイオ&ライフサイエンス
光学クライオスタット/低温物性
リソグラフィー/単結晶製造
産業分野

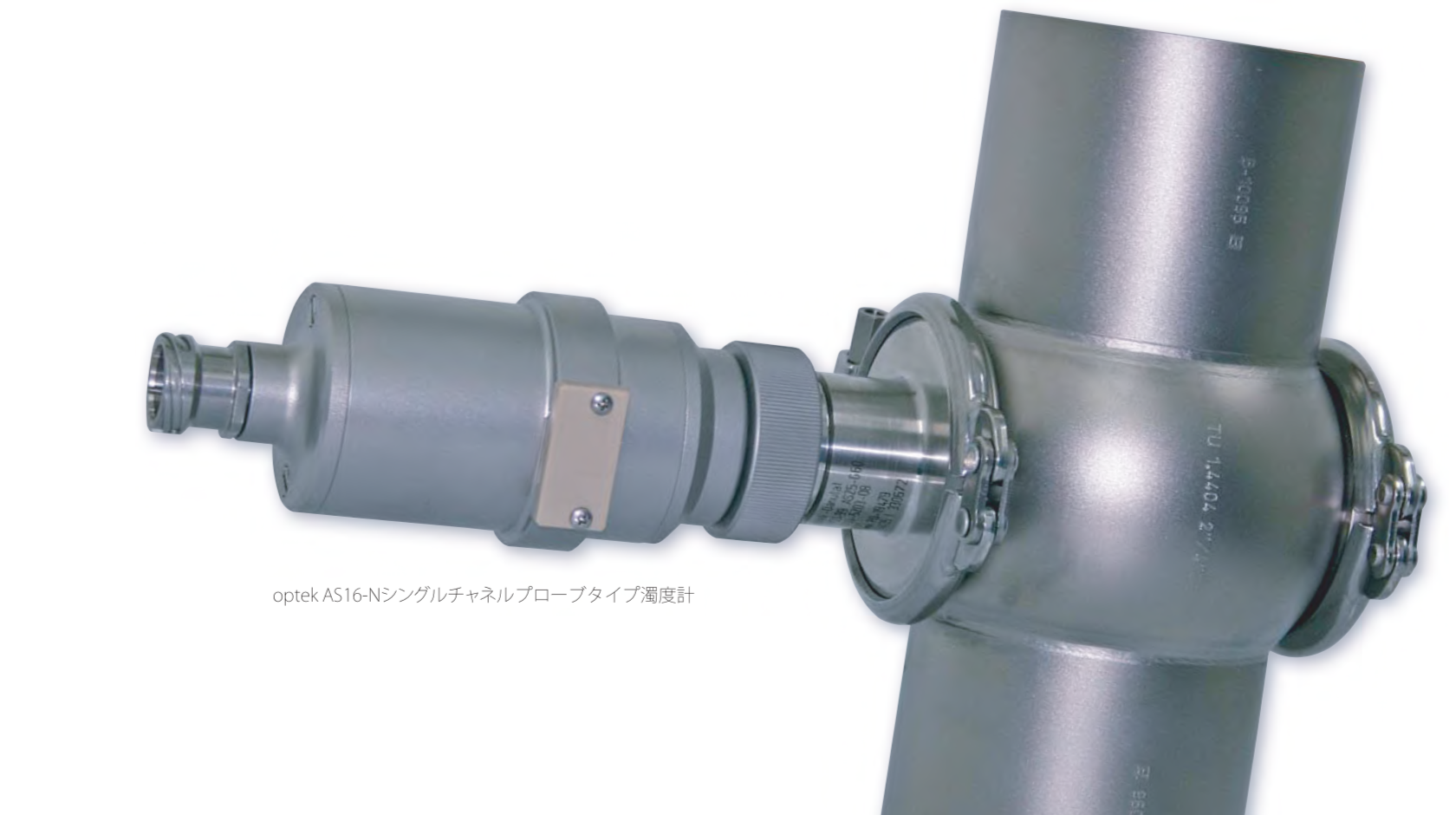
プロセス用インライン吸光度・濁度計測システムは、プラントの配管、発酵槽、リアクタ、タンクおよび容器の各部位に設置され、正確でリアルタイムな分析が可能です。
optek社製プロセス分析計はインライン配管上に取り付けが可能で、プロセス液ラインの以下の情報をリアルタイムで取得・出力することが可能です。
◆濁度測定
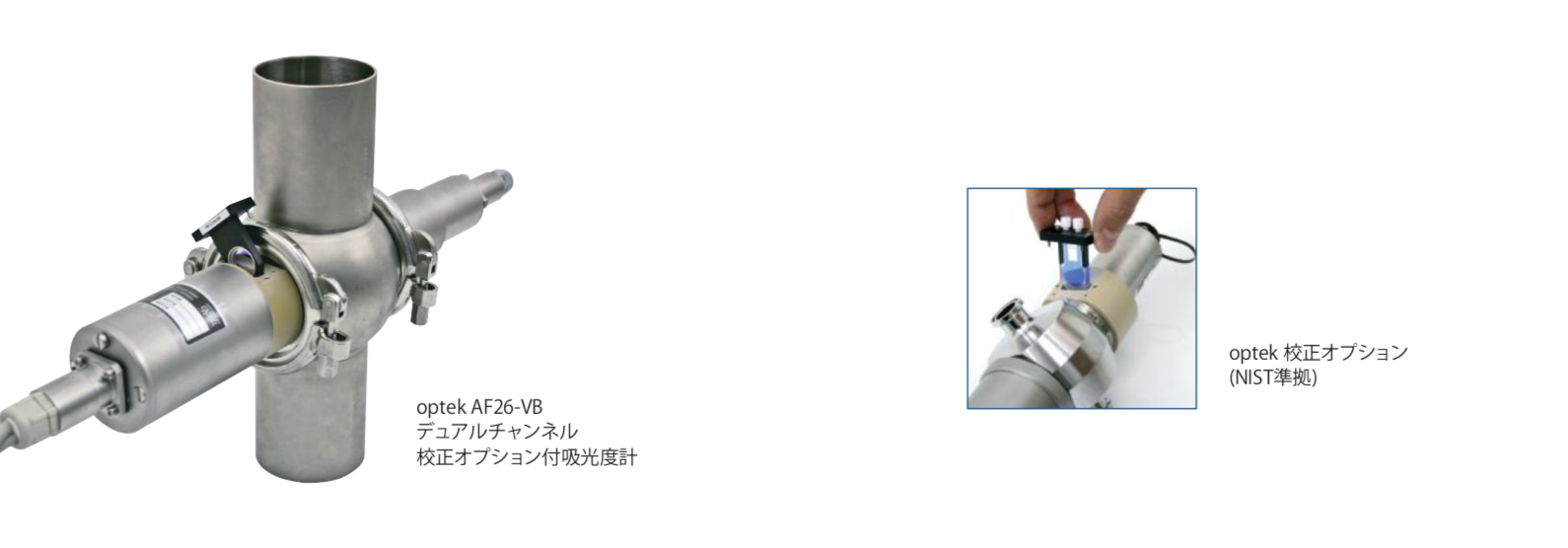
◆吸光度測定
◆UV吸光度測定
◆pH測定
従来、定期的なサンプリングや時間による管理、サイトグラスを用いて目視で監視されていた項目をoptek社製分析計で自動化、品質向上、コスト削減に貢献致します。
代表的な使用用途としては、プラントの配管、発酵槽、リアクタ、タンクおよび容器の各部に取り付け可能で、正確でリアルタイムな分析を行うことが可能です。
成分濃度の検出、測定する固体・液体(一部気体)のプロセス測定、微量汚染物質、品質保証分析およびその他一連の測定において数多くの実績があります。
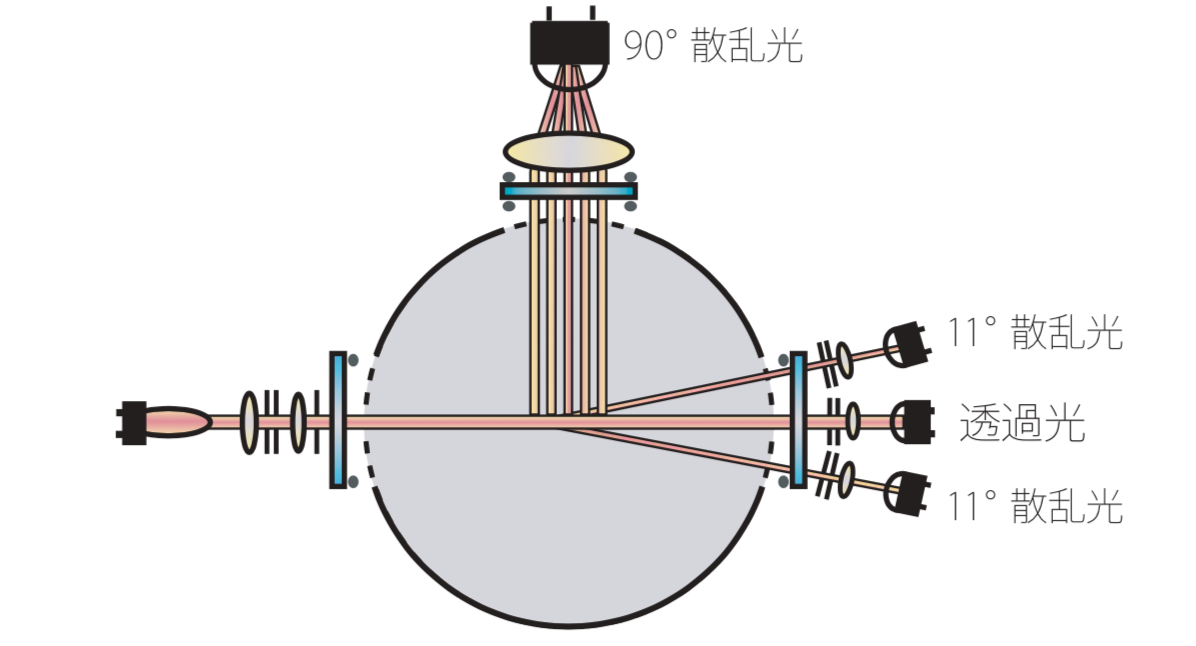
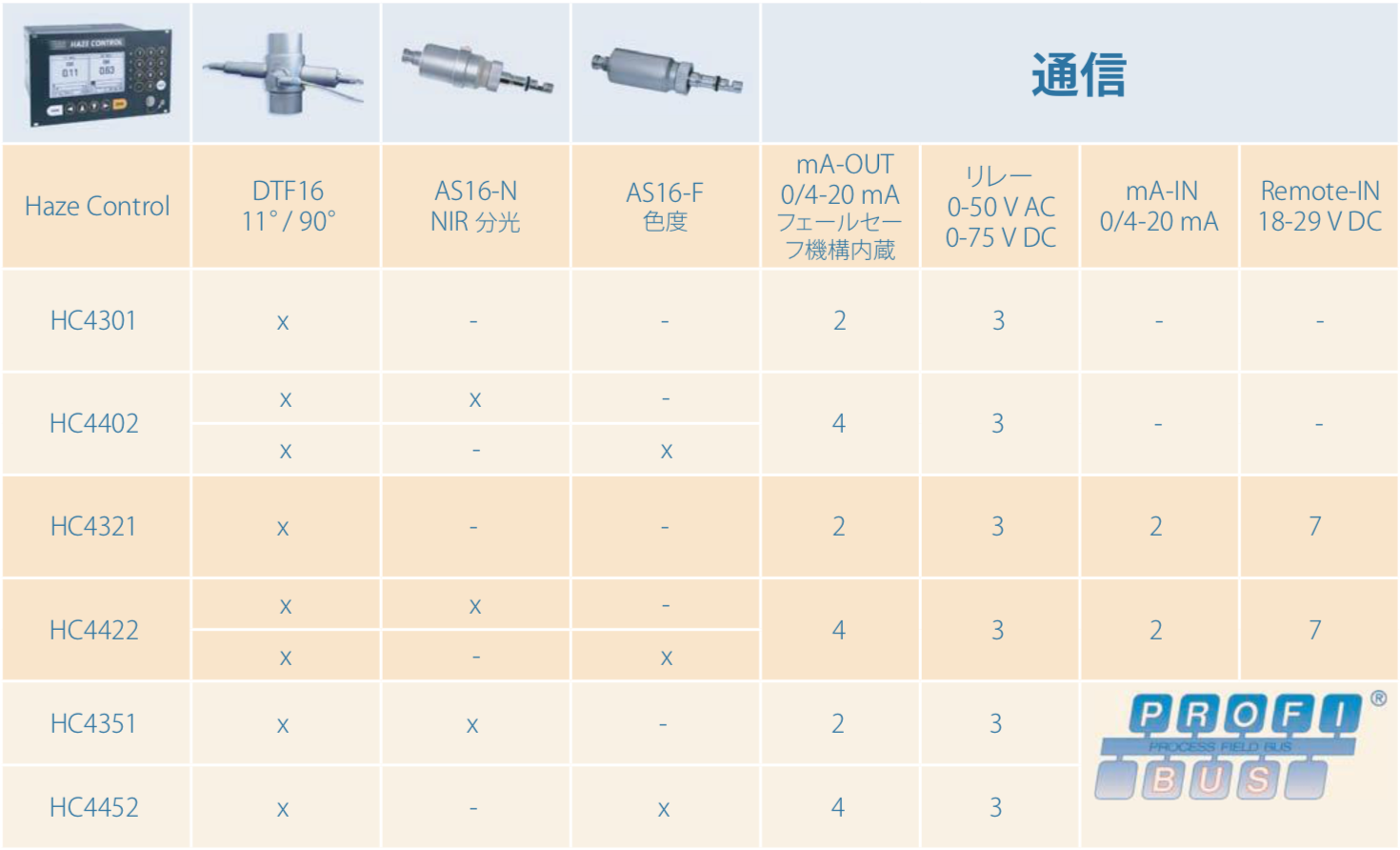
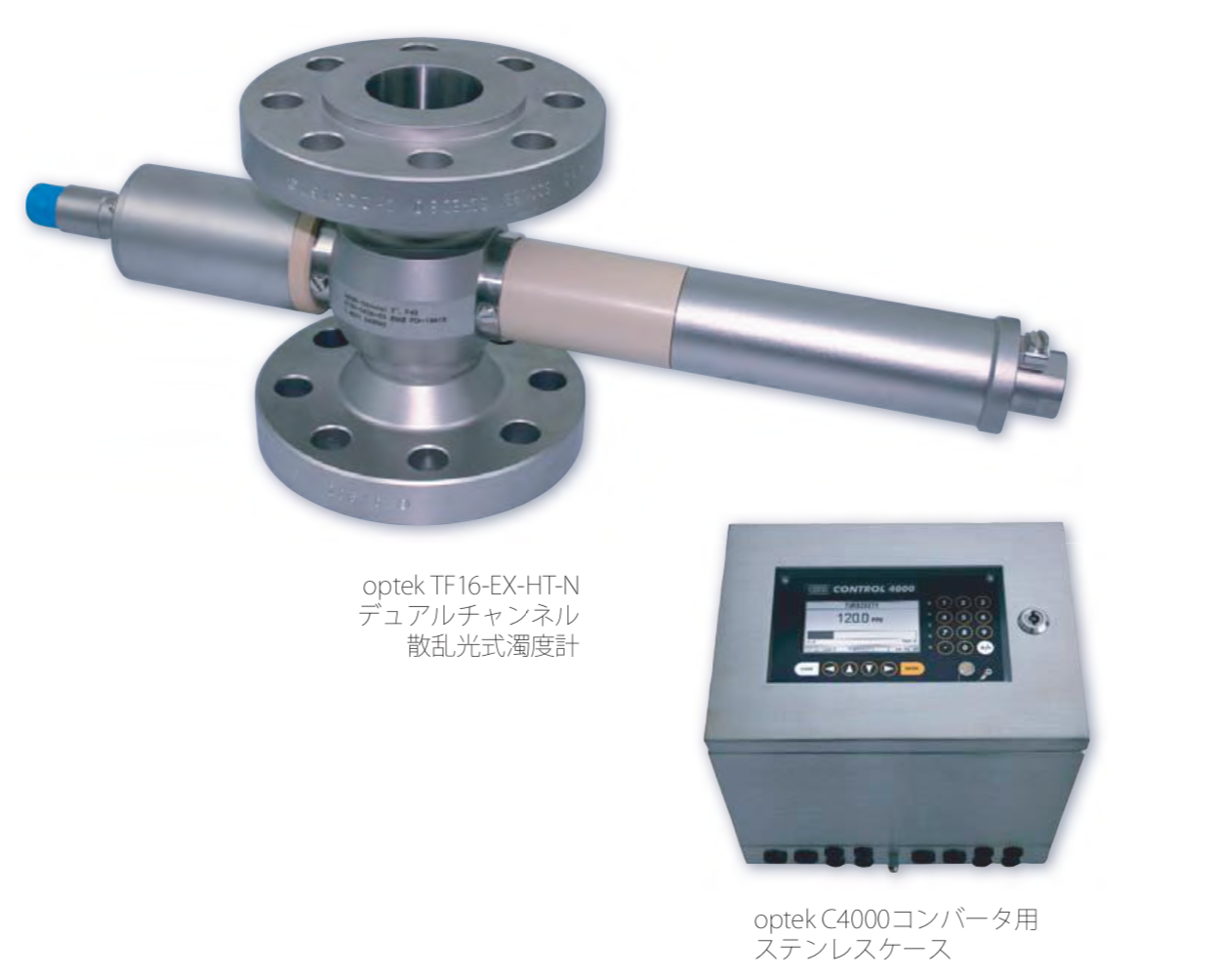
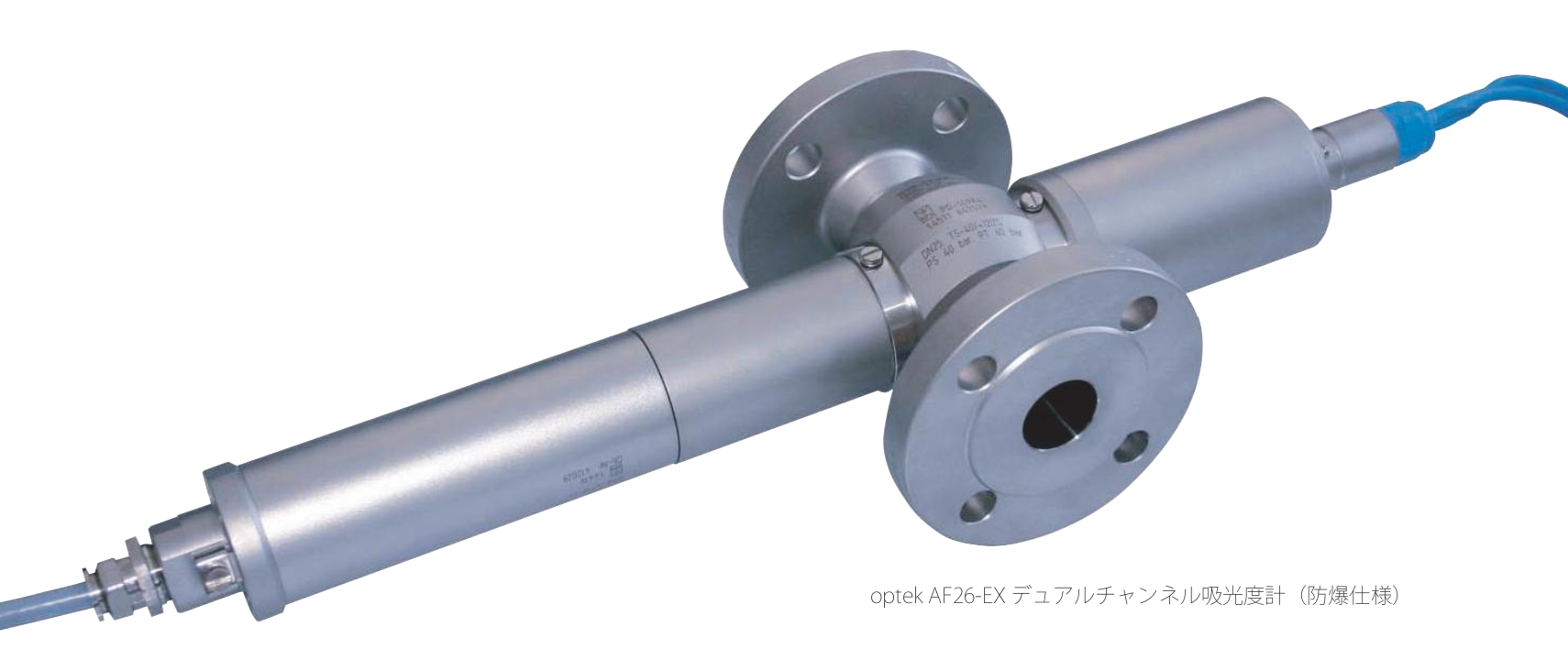
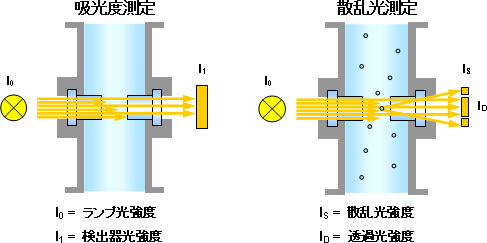
optek社のプロセス用インライン吸光度・濁度計測システムは次の3つの主要アセンブリから構成されています。
光源からの光はセンサ内で収束し、プロセス流に送り出されます。
発生する光はプロセス媒体を貫通して正確にフィルターを通り、反対側の高精度吸光検出器または散乱光検出器によって測定されます。
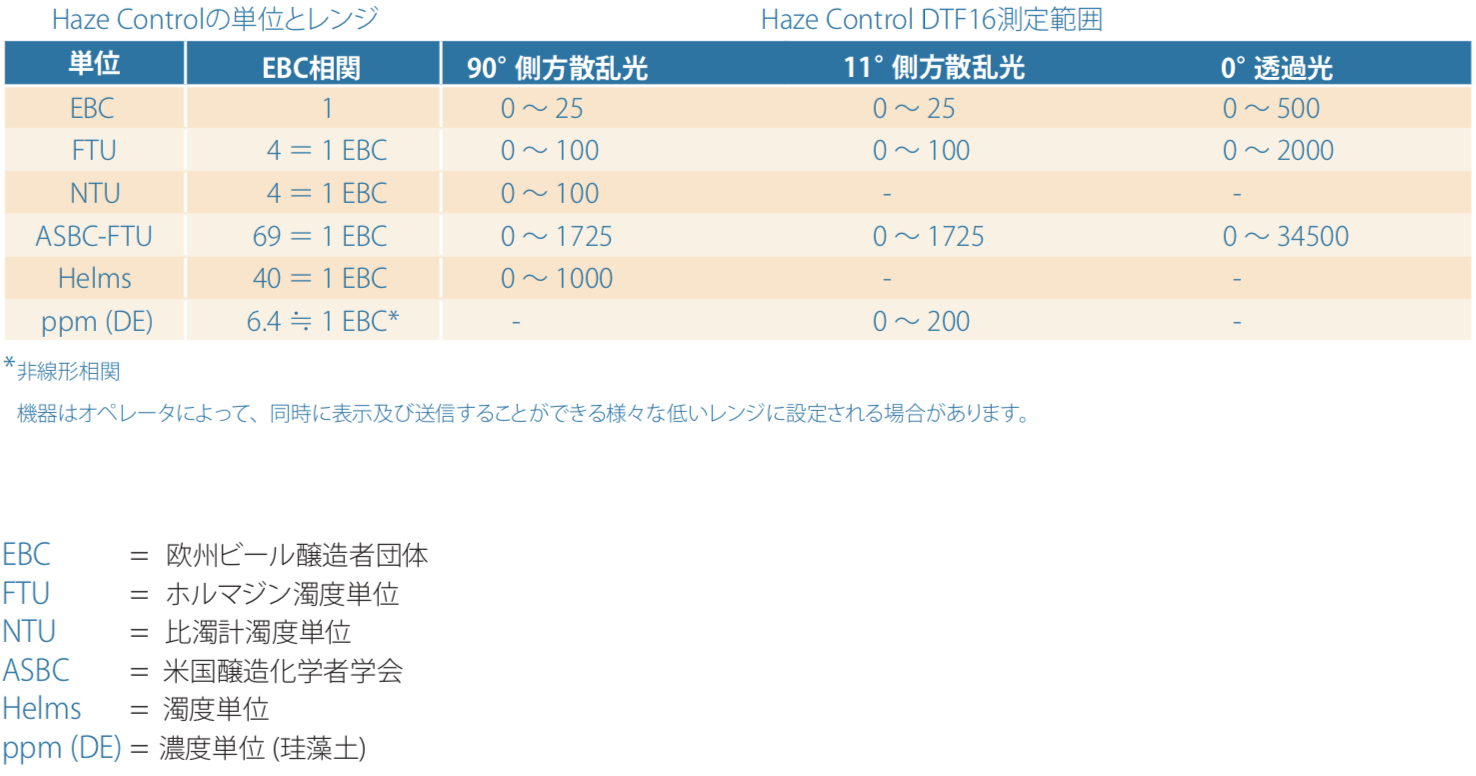
その結果、プロセスセンサから発生する光電流は正確に増幅・分析され、トランスミッタによる変換後に各プラントのプロセス制御システムに送信され、さまざまな測定単位(CU、EBC、ppm)が使用可能です。
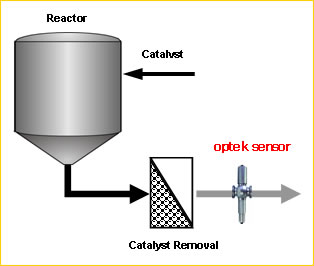
※化学プロセスにおける触媒分離
| 濁度 | ・フィルタの管理 ・冷却水中の微量オイル成分 ・ビールと酵母の分離 他 |
| 濃度 | ・プロテイン濃度 ・固形物濃度 他 |
| 色 | ・水の色(黄色、赤色、青色) ・微量不純物と残留色 ・ナフサのセイボルト・カラー 他 |
| 吸収(UV) | ・有機物濃度(原水、排水) ・漂白(過酸化水素) ・滅菌管理(オゾン濃度) 他 |
※様々なアプリケーションの詳細情報は「アプリ」タブ内の各事例をご覧ください。
| 品名 | 濁度計 | 色度計 | ||
| タイプ | 散乱光タイプ | 吸光タイプ | 可視光 | 紫外光 |
| 測定セル | 標準:SUS316Ti 他にSUS316Lなど選択可能 | |||
| 配管サイズ | 呼び径 8~150A(1/4″~6″) ※ご要望に応じます | |||
| 接続規格 | JIS、ASME、DIN、Tri-Clamp、バリベント ※ご要望に応じます | |||
| 測定窓材質 | サファイア | |||
| O-リング材質 | EPDM、Viton、Kalrez、Silicone ※他材質も使用可能 | |||
| 耐圧 | 1kPa~10MPa(10mbar~100bar) ※仕様により変化 | |||
| 使用温度 | 0~120℃ ※ワイドレンジ仕様:-30~240℃の設定あり |
0~70℃ ※ワイドレンジ仕様:-30~120℃の設定あり |
||
| 波長 | 730~970nm | 385~1000nm | 250、280、290、 300、313nm |
|
| 保護等級 | IP65 ※ATEXおよびFMの防爆仕様の設定あり | |||
| 認証 | ISO 9001:2000、ATEX、FM、PED、CE、HPO | |||
| 品名 | 導電率計 | pH計 |
| 測定セル材質 | SUS316L | |
| 配管サイズ | 8~150A(1/4″~6″) ※ご要望に応じます | |
| フランジ規格 | Tri-Clamp | |
| O-リング材質 |
EPDM、Viton、Kalrez、Silicone ※他材質も使用可能 |
|
| 耐圧 | 1MPa(10bar)(-10~90℃) ※温度により変化 |
0.6MPa(6bar)(-10~135℃) |
| 使用温度 | -10~135℃ ※pH電極は除く | |
| 測定能力 | 0~10μS/cm または 0~850μS/cm | ※選択した電極の仕様による |
| 保護等級 | IP65 | |
| 品名 | コンバータ | |
| タイプ | C4000シリーズ | C8000シリーズ |
| ハウジング材質 | ステンレス | |
| 必要電源 | 115/230V AC または 24V AC/DC | |
| 出力 |
センサ:1基または2基 |
センサ:1基, 導電率計:1基または2基 |
| 入力 | 2点 4-20mA | – |
| 使用条件 | -10~55℃(仕様により異なる) ※直射日光が当たらないこと | |
| 保護等級 | 前面:IP40、背面:IP20 ※ATEXおよびFMの防爆仕様の設定あり | |
| 認証など | ISO 9001:2000、GS、FM、ATEX、CE、PROFIBUS® PA | |
超音波を用いた測定によって、溶液中の各成分濃度をプロセスの配管、タンクなどのインラインにて測定します。
KxS Technologies社製の屈折計は化学工業から食品・試薬工業にいたるまで幅広くご使用いただいている、非常に小型かつ軽量設計の屈折計です。

ドイツFluid.iO社製MARIMEX®インライン式粘度計ViscoScope®は25年以上にわたり化学工業、石油化学工業、医薬品・化粧品産業、食品産業など幅広い分野において、製造プロセスの品質管理と最適化に使用されてきました。

スイス TrueDyne Sensors社はMEMSセンサを使用した手のひらの上に乗るサイズの各種小型インラインセンサをご提供しています。測定に必要となるサンプル量が少なく、コストメリットに優れた製品となり、プロセス各所において連続測定を実現することが可能です。
ドイツI-GRAPHX社は20年以上にわたりクロマトグラフィーに携わり、革新的なガス分析手法としてマイクロガスクロマトグラフを開発しました。
Fluid.iO 社ZMFシリーズは配管・タンクなどへの直接設置を可能としたトランスミッタ内蔵型のメンテナンスフリー・堅牢・小型ガスセンサです。測定可能なガスは標準ラインアップとして、二酸化炭素 CO2、メタン CH4、プロパン C3H8、六フッ化硫黄 SF6 用を取り揃えております。

ドイツ・AGT-PSG社の加熱式ガスサンプリングプローブは、最大級のガス用フィルター面積を標準装備し、効率的な除塵と省メンテナンスの運用が可能です。

ドイツ・AGT-PSG社の加熱式サンプルラインは、最大400°Cまでの温度維持を行うことが可能です。

ドイツ・AGT-PSG社のガスクーラーは、サンプルガスを乾燥させるシンプルなサンプルガスクーラーとして、あるいは排出ガスモニタリング用のサンプルガスコンディショナーシステム内の高効率な熱交換器として、幅広い製品ラインナップを適切な構成にてご提供します。
電話・メールでも承っております
こちらの製品に関するお問い合わせ、資料請求、見積依頼は
お電話、メールでも承っております。お気軽にご相談ください。
03-5964-6620
info@qd-japan.com
営業時間:9:00〜17:00
(土日祝・年末年始・会社休業日を除く)